
Modernizing Spiral Freezer Systems for Enhanced Efficiency
For one wholesale bakery, the age and limitations of their spiral conveyor food freezers were becoming significant hurdles, but for commercial food manufacturing facilities, efficiency and reliability are crucial.
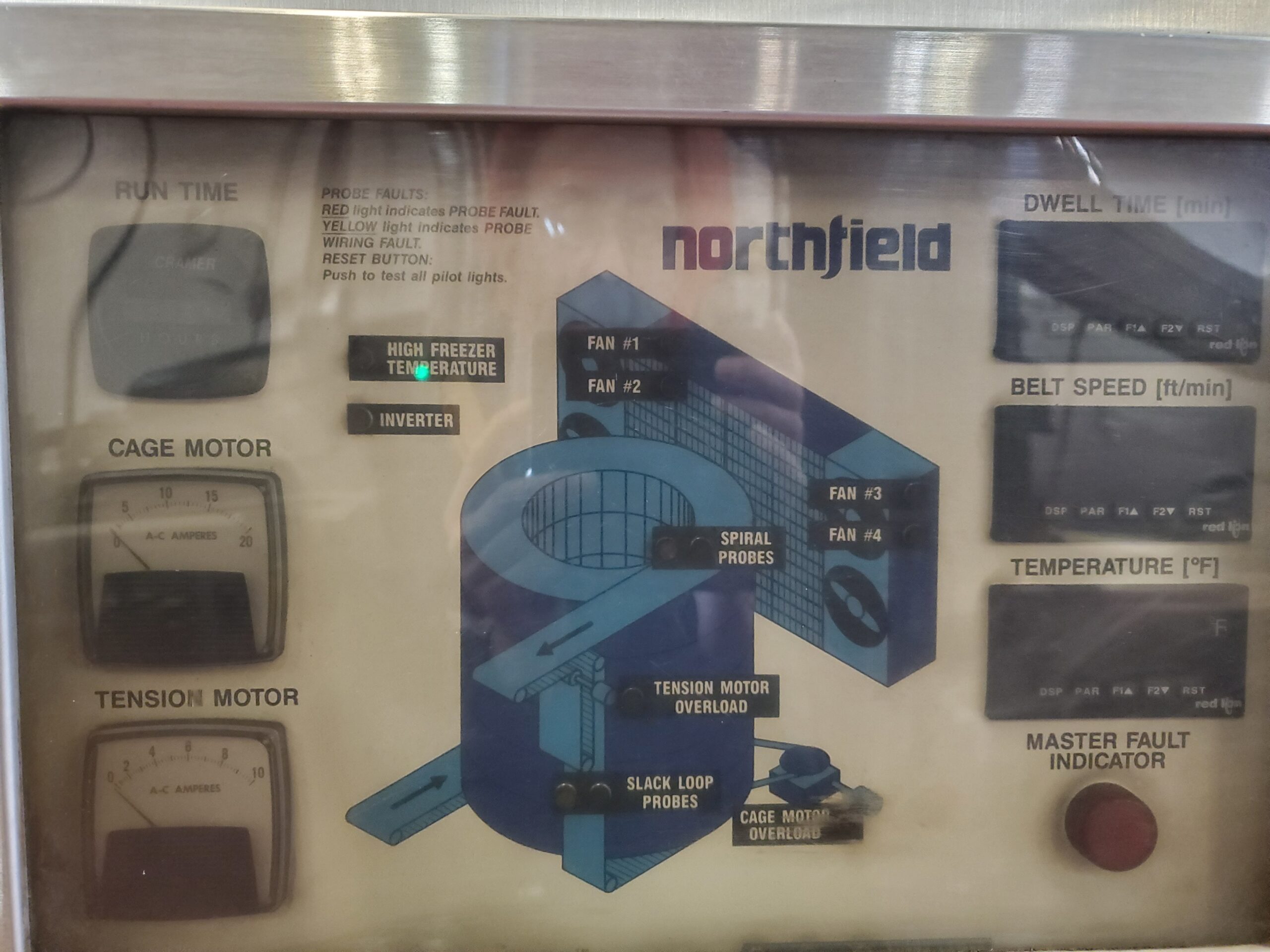
A wholesale bakery relied on two spiral freezers to chill products to -40°F for storage and transport. Unfortunately, these freezers were plagued by several issues. Outdated technology and a lack of proper visualization tools were hampering productivity and increasing the risk of costly downtime. This is where the expertise of Cornerstone Automation came into play, offering a comprehensive solution tailored to the bakery’s unique challenges.
Addressing Obsolescence and Enhancing Visibility
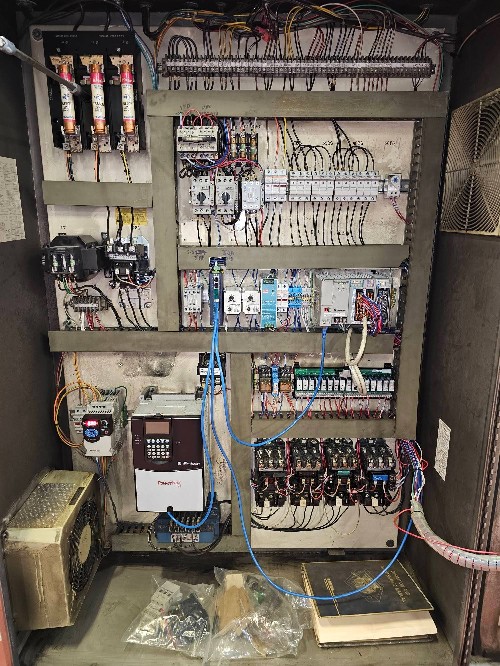
The bakery’s spiral conveyor food freezers faced a variety of challenges, from obsolete controllers to inadequate alarm systems and outdated schematics. Spare parts were becoming increasingly difficult to source, and the risk of extended downtime loomed large. Recognizing these challenges, the Cornerstone Automation team put together a plan to revitalize the freezer systems.
For this project, the keyword was modernization. The facility’s controllers were outdated, so the team brought in the Rockwell 5069 CPU and IO modules, ushering in a new era of digital communication and control. Precision and reliability were significantly enhanced with temperature devices integrated into the PLC.
The Power of Touchscreen HMIs for a Spiral Freezer System
One of the most obvious upgrades came in the form of touchscreen HMIs. Operators are no longer left in the dark regarding machine status. Detailed alarms, historical data, and animated status displays now provide visibility into freezer operations. As one project engineer noted, “Often, we find ourselves asking, ‘Where’s the drawing?’ Drawings should not be stored inside the panels as they degrade over time. Now, operators and engineers can access the entire schematic directly on the machine, which is incredibly efficient and convenient.”
Real-Time Monitoring and Enhanced Diagnostics
The integration of a Rockwell Automation E200 electronic smart overload relay for compressor motor protection further fortified the system against potential failures. With voltage, current, and ground sensing capabilities, coupled with an LCD screen for detailed problem descriptions, real-time monitoring became the norm. President of Cornerstone Automation, Alan Ferrin highlighted, “With a larger and more advanced processor, we can establish digital communications with other devices such as the touchscreen and the drives, resulting in greater accuracy.”
Spiral Freezer Upgrade Results: A Recipe for Success
The results speak for themselves. The bakery’s freezer system underwent a major transformation, with advanced PLC and VFD controls ensuring precise and reliable operation. The touchscreen HMI enhances user interaction and provides comprehensive historical data for informed decision-making. With outdated components replaced by modern equivalents, reliability and ease of maintenance were significantly improved.
Future-Proofing Manufacturing Operations
One of the most remarkable achievements of this project was its success in future-proofing the bakery’s manufacturing operations. By embracing modern technologies and methodologies, Cornerstone Automation was able to address immediate operational challenges while also paving the way for continued efficiency and innovation.
In an industry where downtime can lead to significant losses, obsolescence mitigation, and legacy control upgrades are not just improvements—they are necessities. Cornerstone Automation’s comprehensive approach to system integration and modernization has set a new standard for efficiency and reliability for this wholesale bakery.
To read more about this project, you can download the complete case study. If your manufacturing facility is currently utilizing outdated control systems and you need expert advice on upgrading, please reach out to one of our engineers!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}